


CASE STUDY

CASE STUDY
Integral LED's Calverton Warehouse
The Project
A warehouse facility in Calverton, Nottingham which was purchased to expand the operations of Integral LED. The facility was in need of a full lighting refurbishment which would work to provide adequate light levels for the warehouse activities, whilst improving efficiency and longevity over the existing lighting.
The building is constructed from a metal structure with metal walls. At one end of the building a mezzanine level offers additional working space. On the mezzanine there is a break out space for staff and an office, whilst below there is an area for packing orders. The rest of the space is arranged with floor to ceiling racking with aisles around the perimeter and through the racking to enable picking of stock. There are upper level windows running along 3 of the 4 walls allowing in natural light.

Challenges
- To maximise storage space the racking aisles would be narrower than standard enabling more racking to be installed. This meant that luminaires needed to be carefully selected and placed to ensure adequate light reaches the floor level as the tall racking and narrow aisles could obstruct the light.
- In such a large space, to leave all lights on at all times is highly wasteful, but equally areas of the warehouse need to be lit when required without the need for manual controls. Significant thought needed to be paid to lighting sensors and controls to manage automation of lighting and provide energy efficiencies.
- With a variety of uses/areas within the space, a one-size fits all approach to the luminaires used would likely cause issues with over lighting the space, increasing the risk of glare and decreasing user comfort. Luminaires will need to be carefully selected to suit the usage of individual spaces.
- High racking, narrow aisles and constant usage of the space will make maintenance difficult. Reliable, long-lasting luminaires will need to be installed to minimise maintenance tasks.
General Lighting Scheme
Luminaires
A new range of highly efficient high bays luminaires was chosen for installation within the warehouse racking area and above the mezzanine.
The Integral LED Vector Max Linear High Bay is designed to last in the most demanding industrial environments with IK10 impact resistance. The linear high bay luminaire is incredibly powerful for its compact size offering an efficacy of 180lm/W.
On top of its exceptional efficiency credentials, the Vector Max was chosen due to its in-built Zhaga 18 socket for plug & play control and sensor add-ons, the availability of different lengths and beam angle options.
Throughout the internal aisles 0.6m 150W Vector Max luminaires were installed whilst for the outer perimeter of the warehouse space and the mezzanine level 0.3m 80W luminaires were installed. As the warehouse has high level windows and is only in operation during daytime hours, smaller luminaires are sufficient for the perimeter space due to the available natural light.
Luminaires with an asymmetrical 30x70° beam angle have been chosen to create long narrow beams of light, perfect for the spaces between warehouse racking.
Under the mezzanine level, 4ft long Integral LED Vapourlite Non-Corrosive battens were chosen. The battens have IP65 ingress protection and IK08 impact resistance which ensures product longevity in rugged warehouse environments. The Vapourlite battens also offer power and CCT switching capabilities which allows them to be adjusted according to the needs of the installation.

with 30x70° asymmetric beam angle

Sensors
A variety of sensor options were tested within the facility before a final decision was made.
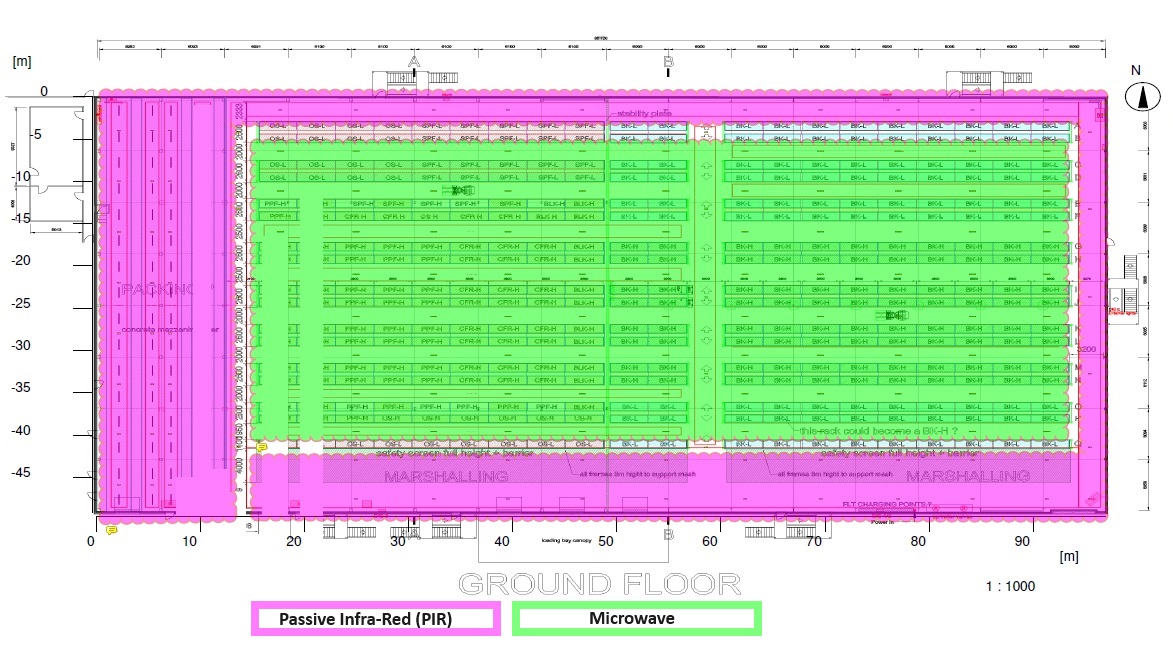
Motion sensors to detect presence of staff was crucial to creating an efficient lighting scheme. The options tested were Passive Infra-Red (PIR) and microwave detection.
When testing, PIR provided adequate detection of personnel in the mezzanine and packing areas. The devices were capable of detecting movement in the central aisles but were ultimately not sensitive enough and could be prone to missing the heat signature of forklifts driving directly at the sensor location. PIR sensors were chosen for high-traffic areas such as goods in and packing and the perimeter areas of the warehouse floor.
Due to the metal walls of the building, Microwave sensors could not be utilised in the perimeter areas as microwaves bouncing off the walls can cause false indications and the lights could come on when not needed. Microwave sensors provided good detection in the central aisles and ensured lighting was available when required.
The Results
Energy Savings
During the renovation, all luminaires were switched from fluorescent to LED.
The previous installation consisted of:
- 170x 5ft 4 lamp fluorescent high bays (80W lamps)
- 64x 4ft twin lamp fluorescent battens (36W lamps)
The new installation consisted of:
- 82x 0.3m Vector Max High Bay
- 88x 0.6m Vector Max High Bay
- 64x 4ft Vapourlite Battens
In doing so Integral LED managed to save a whopping £28,477.18 on energy costs per annum and will see a return on investment in 4 months. The switch also allowed Integral LED to save 81,363kWh of electricity and 21,561kg of carbon emissions every year!
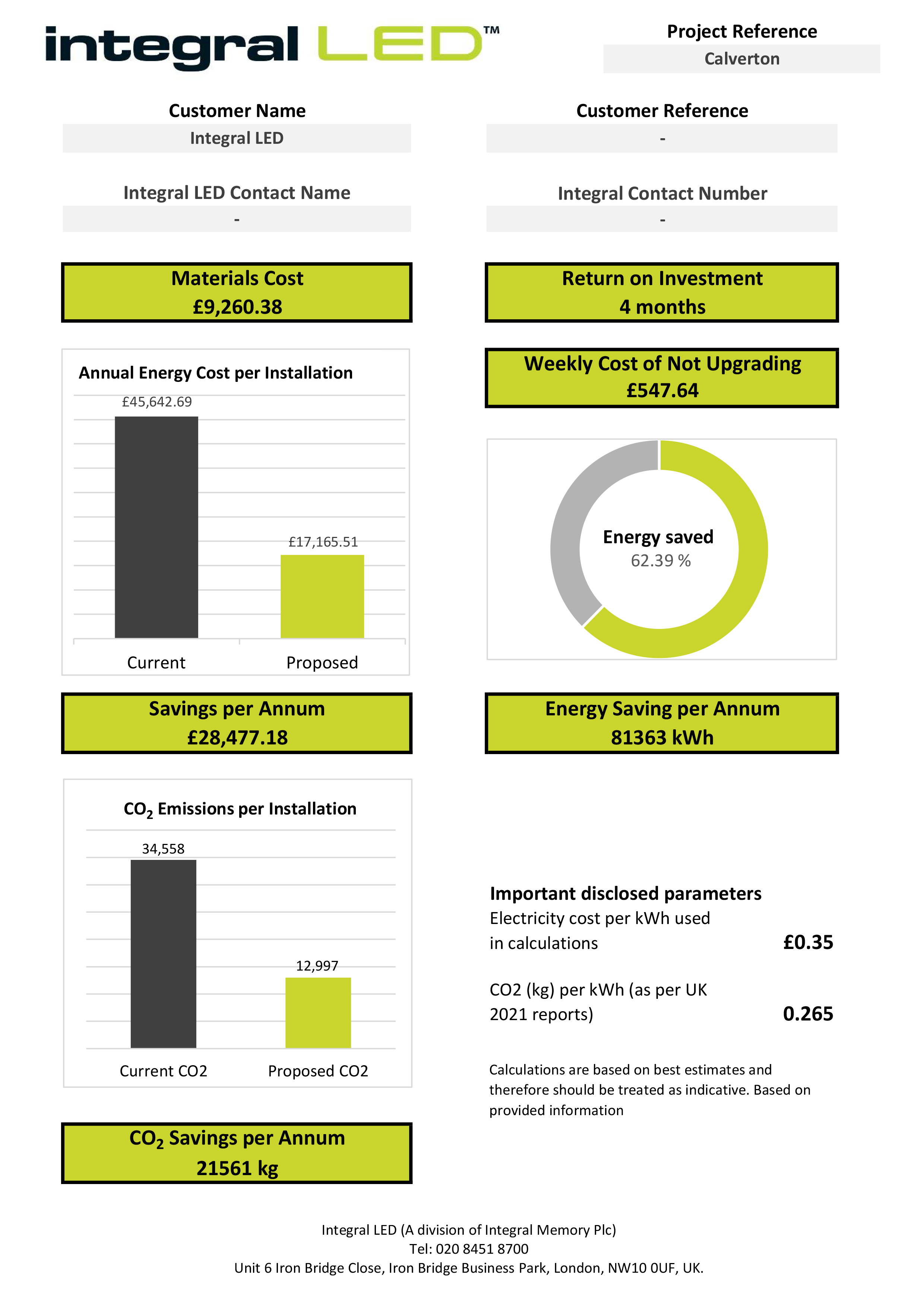
Document showing the energy and CO2 savings
of the new lighting installation versus the old installation.
Customer Feedback
“The lighting scheme for our new logistics facility is amazingly efficient and we are excited about the energy saving potential over the previous lighting which was installed.
All areas of the warehouse are well-lit and there is very little wasted light in the racking aisles, thanks to the Vector Max’s asymmetrical beam angle. Our staff can move around safely, whether on foot or operating a forklift, knowing that the lighting will come on when needed.
The lighting installed, especially the Vector Max with its Zhaga 18 socket, have prepared us for future upgrades. We are considering trialling a smart connected solution which enables asset tracking so that we can optimise the facilities operation, improving pick rates and ensuring stock is located in the most appropriate locations.”
– Przemek Borowski, Warehouse Manager

Contact Us Today
See how much you could save on your next project
Integral LED's Calverton Warehouse
The Project
A warehouse facility in Calverton, Nottingham which was purchased to expand the operations of Integral LED. The facility was in need of a full lighting refurbishment which would work to provide adequate light levels for the warehouse activities, whilst improving efficiency and longevity over the existing lighting.
The building is constructed from a metal structure with metal walls. At one end of the building a mezzanine level offers additional working space. On the mezzanine there is a break out space for staff and an office, whilst below there is an area for packing orders. The rest of the space is arranged with floor to ceiling racking with aisles around the perimeter and through the racking to enable picking of stock. There are upper level windows running along 3 of the 4 walls allowing in natural light.
Inside the empty Calverton warehouse before refurbishmentChallenges
- To maximise storage space the racking aisles would be narrower than standard enabling more racking to be installed. This meant that luminaires needed to be carefully selected and placed to ensure adequate light reaches the floor level as the tall racking and narrow aisles could obstruct the light.
- In such a large space, to leave all lights on at all times is highly wasteful, but equally areas of the warehouse need to be lit when required without the need for manual controls. Significant thought needed to be paid to lighting sensors and controls to manage automation of lighting and provide energy efficiencies.
- With a variety of uses/areas within the space, a one-size fits all approach to the luminaires used would likely cause issues with over lighting the space, increasing the risk of glare and decreasing user comfort. Luminaires will need to be carefully selected to suit the usage of individual spaces.
- High racking, narrow aisles and constant usage of the space will make maintenance difficult. Reliable, long-lasting luminaires will need to be installed to minimise maintenance tasks.
General Lighting Scheme
Luminaires
A new range of highly efficient high bays luminaires was chosen for installation within the warehouse racking area and above the mezzanine.
The Integral LED Vector Max Linear High Bay is designed to last in the most demanding industrial environments with IK10 impact resistance. The linear high bay luminaire is incredibly powerful for its compact size offering an efficacy of 180lm/W.
On top of its exceptional efficiency credentials, the Vector Max was chosen due to its in-built Zhaga 18 socket for plug & play control and sensor add-ons, the availability of different lengths and beam angle options.
with 30x70° asymmetric beam angle
Throughout the internal aisles 0.6m 150W Vector Max luminaires were installed whilst for the outer perimeter of the warehouse space and the mezzanine level 0.3m 80W luminaires were installed. As the warehouse has high level windows and is only in operation during daytime hours, smaller luminaires are sufficient for the perimeter space due to the available natural light.
Luminaires with an asymmetrical 30x70° beam angle have been chosen to create long narrow beams of light, perfect for the spaces between warehouse racking.
Under the mezzanine level, 4ft long Integral LED Vapourlite Non-Corrosive battens were chosen. The battens have IP65 ingress protection and IK08 impact resistance which ensures product longevity in rugged warehouse environments. The Vapourlite battens also offer power and CCT switching capabilities which allows them to be adjusted according to the needs of the installation.
Sensors
A variety of sensor options were tested within the facility before a final decision was made.
Motion sensors to detect presence of staff was crucial to creating an efficient lighting scheme. The options tested were Passive Infra-Red (PIR) and microwave detection.
When testing, PIR provided adequate detection of personnel in the mezzanine and packing areas. The devices were capable of detecting movement in the central aisles but were ultimately not sensitive enough and could be prone to missing the heat signature of forklifts driving directly at the sensor location. PIR sensors were chosen for high-traffic areas such as goods in and packing and the perimeter areas of the warehouse floor.
Due to the metal walls of the building, Microwave sensors could not be utilised in the perimeter areas as microwaves bouncing off the walls can cause false indications and the lights could come on when not needed. Microwave sensors provided good detection in the central aisles and ensured lighting was available when required.
The Results
Energy Savings
During the renovation, all luminaires were switched from fluorescent to LED.
The previous installation consisted of:
- 170x 5ft 4 lamp fluorescent high bays (80W lamps)
- 64x 4ft twin lamp fluorescent battens (36W lamps)
The new installation consisted of:
- 82x 0.3m Vector Max High Bay
- 88x 0.6m Vector Max High Bay
- 64x 4ft Vapourlite Battens
In doing so Integral LED managed to save a whopping £28,477.18 on energy costs per annum and will see a return on investment in 4 months. The switch also allowed Integral LED to save 81,363kWh of electricity and 21,561kg of carbon emissions every year!
Document showing the energy and CO2 savings of the new lighting installation versus the old installation.
Customer Feedback
“The lighting scheme for our new logistics facility is amazingly efficient and we are excited about the energy saving potential over the previous lighting which was installed.
All areas of the warehouse are well-lit and there is very little wasted light in the racking aisles, thanks to the Vector Max’s asymmetrical beam angle. Our staff can move around safely, whether on foot or operating a forklift, knowing that the lighting will come on when needed.
The lighting installed, especially the Vector Max with its Zhaga 18 socket, have prepared us for future upgrades. We are considering trialling a smart connected solution which enables asset tracking so that we can optimise the facilities operation, improving pick rates and ensuring stock is located in the most appropriate locations.”
– Przemek Borowski, Warehouse Manager

Contact Us Today
See how much you could save on your next project
Suggested Articles:


HIGHEST
QUALITY
COMPETITIVE
PRICES
EXPERTISE
EXTENSIVE
STOCK
NEWSLETTER
Sign-up to our newsletter and stay up to date with the latest product information and special offers.

Copyright Integral LED 2026